數據浪潮下的智慧水務革命 智能系統如何重塑水資源供給格局

隨著物聯網、大數據和人工智能技術的深度融合,智慧水務正從概念走向規模化應用,成為水資源管理領域一場深刻的供給改革。這場以數據為驅動力的變革,不僅重構了傳統水務系統的運行模式,更在資源調配、漏損控制、水質保障等方面展現出革命性潛力。
一、數據:智慧水務的核心引擎
在傳統水務管理中,人工抄表、經驗性調度和被動維修是常態,而智慧水務系統通過布設智能水表、壓力傳感器、水質監測儀等物聯設備,實現了從水源到用戶水龍頭的全鏈路數據采集。這些實時數據經過云計算平臺分析,能夠精準預測用水高峰、識別管網異常、評估設備狀態,使水務管理從“經驗驅動”轉向“數據驅動”。例如,某試點城市通過智能數據分析,將管網漏損率從25%降至12%以下,年節約水資源超百萬噸。
二、智能系統開發:技術融合的創新實踐
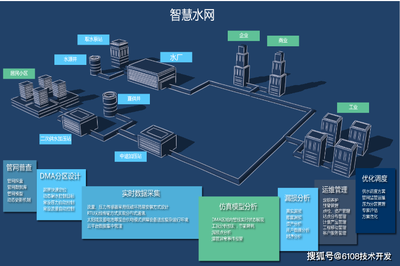
當前智能水務系統的開發呈現三大趨勢:一是平臺化,整合SCADA(監控與數據采集)、GIS(地理信息系統)、水力模型等子系統,形成統一決策支持平臺;二是AI化,利用機器學習算法優化調度方案,如通過深度學習預測區域用水量,動態調整水廠出水量;三是服務化,開發面向居民和企業的用水分析APP,提供漏損預警、用水報告等增值服務。國內某科技企業開發的“水務大腦”系統,已能實現30分鐘內定位管網爆管點,效率較傳統方式提升90%。
三、供給改革:從“保障供應”到“價值創造”
智慧水務的深層意義在于推動供水服務的供給側結構性改革。一方面,它通過精準計量和差異定價(如階梯水價)促進水資源節約;另一方面,通過水質實時監測與預警,大幅提升供水安全水平。更值得關注的是,水務數據正在衍生新的價值——居民用水行為數據可為城市規劃提供參考,工業用水數據可助力節能減排評估。新加坡的“智能水網”項目甚至將處理后的再生水注入半導體生產線,實現水資源的梯度利用。
四、挑戰與未來路徑
盡管前景廣闊,智慧水務仍面臨數據孤島、標準缺失、投資回報周期長等挑戰。未來突破需聚焦三點:一是建立跨部門數據共享機制,整合氣象、人口、產業數據;二是開發輕量化、模塊化的解決方案,降低中小水司轉型門檻;三是探索“水務+金融”“水務+保險”等創新模式,如基于用水數據的中小企業信用評估。
當每一滴水都變得可測量、可分析、可優化,智慧水務終將超越技術范疇,成為城市可持續發展的重要基石。這場由數據引領的供給改革,正在悄然改寫人類與水資源的關系——從被動索取轉向智慧共生。
如若轉載,請注明出處:http://m.armce.cn/product/81.html
更新時間:2026-06-07 18:42:49